3 - 6 October 2013
Taipei, Taiwan
7 - 8 September 2016
Gold Coast Turf Club, Queensland, Australia
Stand No. 26
Exhibitor: Roaddata PTY Ltd Co
The following devices are in accordance with AATCC standards:
The following devices are in accordance with AATCC method 8-2007:
«Innovative visions and latest technologies are implemented quickly and efficiently.»

The Zehntner brand has been standing for Swiss made high quality electronic and physical measuring and testing instruments for decades.
We believe in attention to detail: in our long-standing company we don‘t do things by halves.
Our experience of many years combined with the consistent and fast implementation of suggestions from our customers result in instruments meeting all our clients‘ requirements. We are committed to responding to your individual needs and are only satisfied if you are too.
Active membership in various standards committees as well as our in-house development and manufacturing departments play a crucial role: innovative visions and latest technologies are implemented quickly and efficiently.
Our approach has stood the test of time and we take pride in the loyalty of our customers: once a Zehntner customer, always a Zehntner customer.
We strive to extend our product range continuously and look forward to developing our business relationship.
Peter Zehntner
Abrasion resistance is the ability to withstand the frictional forces attempting to remove the surface material.
Applicator for preparing uniform films of coating materials, adhesives and similar products on flat and flexible substrates with an automatic film applicator or for manual application.
Read more ...
Applicator for preparing uniform films of coating materials, adhesives and similar products on flat and flexible substrates with an automatic film applicator or for manual application.
Read more ...
Proceq SA, global leader in innovative non-destructive testing solutions, acquires Zehntner GmbH Testing Instruments, a leading producer of handheld retro-reflectometers crucial for road safety
Read more ...
The adhesion of a coating on a substrate is crucial for the mechanical performance as well as for the corrosion protection. In practice, there are several test procedures for determining the adhesion such as cross-cut test, mandrel test and impact test.
Cross-cut test
The cross-cut test is a very rapid and simple method for the assessment of single and multi-coat systems. Here, cuts in a 30° angle (method A) or right-angle (method B) are executed so that you receive a lattice pattern or an X-shape. These test methods can be used as quick pass/fail tests. When applied to a multi-coat system, assessment of the adhesion of individual layers of the coating among each other may be carried out.
Bend test
Mandrel testers are common test apparatuses used for the determination of the elongation/and adhesion of coatings at bending stress. At a bend test a test panel is bend over a certain radius.
Conical mandrel testers bend the test panels over a conus so that a large variety of bending radii is tested at the same time.
The cylindrical mandrel test can be carried out as a quick pass/fail test with a single mandrel of specified diameter or as repeated procedure with decreasing mandrel diameters for determining the diameter of the first mandrel causing failure.
Impact test
Impact tests are a test method for evaluating the resistance of a dry film of paint, varnish or related product to cracking or peeling from a substrate when it is subjected to a deformation caused by a falling weight dropped under standard conditions.
The adhesion of a coating on a substrate is crucial for the mechanical performance as well as for the corrosion protection. In practice, there are several test procedures for determining the adhesion such as cross-cut test, mandrel test and impact test.
Cross-cut test
The cross-cut test is a very rapid and simple method for the assessment of single and multi-coat systems. Here, cuts in a 30° angle (method A) or right-angle (method B) are executed so that you receive a lattice pattern or an X-shape. These test methods can be used as quick pass/fail tests. When applied to a multi-coat system, assessment of the adhesion of individual layers of the coating among each other may be carried out.
Bend test
Mandrel testers are common test apparatuses used for the determination of the elongation/and adhesion of coatings at bending stress. At a bend test a test panel is bend over a certain radius.
Conical mandrel testers bend the test panels over a conus so that a large variety of bending radii is tested at the same time.
The cylindrical mandrel test can be carried out as a quick pass/fail test with a single mandrel of specified diameter or as repeated procedure with decreasing mandrel diameters for determining the diameter of the first mandrel causing failure.
Impact test
Impact tests are a test method for evaluating the resistance of a dry film of paint, varnish or related product to cracking or peeling from a substrate when it is subjected to a deformation caused by a falling weight dropped under standard conditions.
Exclusive agent for the distribution of Zehntner Road Equipment in Iran:
Company: SEHAT RAH DELTA
Director: HOSSEIN KHALILI
Tel.: 0098 21 880 521 81
Mobile: 0098 91 235 780 22
Address: IRAN – TEHRAN, SHAHRAK GHARB NO 5
E-Mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Constant and defined film thicknesses is a precondition for testing and analysis of coating materials and coatings. Many properties of these materials depend on the film thickness.
It is important to know that for physical reasons the maximum achievable wet film thickness is not equal to the gap height. The following guidelines apply:
| Gap height | Wet film thickness |
|---|
| 15 - 100 µm (0.59 - 3.94 mil) |
about 50 % |
| above 100 - 300 µm (3.94 - 11.81 mil) |
about 60 % |
| above 300 - 500 µm (11.81 - 19.69 mil) |
about 80 % |
| above 500 µm (19.69 mil) |
up to 90 % |
For the choice of the correct gap height please also consider that the dry film thickness obtained can be less than the wet film thickness depending on the weight percent of solids.
There are wedge-shaped and uniform applications. For wedge-shaped applications, we offer the ZUA 2000 and ZUA 2002 Universal Applicator. There is a wide choice of uniform applicators from wire-bar, profiled, semi-circular, 4-sided up to universal applicators.
12 - 13 May 2015
Ho Chi Minh City, Vietnam
Stand No. 28
13 - 15 September 2017
Jakarta Convention Center; Indonesia
Stand No. A10
The following devices are in accordance with ASTM standards:
The following devices are in accordance with ASTM C346:
The following devices are in accordance with ASTM D1200:
The following devices are in accordance with ASTM D1210:
The following devices are in accordance with ASTM D1212:
The following devices are in accordance with ASTM D1316:
The following devices are in accordance with ASTM D1475:
The following devices can be used in accordance with the application standard ASTM D1640:
The following devices are in accordance with ASTM D1654:
The following devices are in accordance with ASTM D2457:
The following devices are in accordance with ASTM D2486:
The following devices are in accordance with ASTM D2794:
The following devices are in accordance with ASTM D3359:
The following devices are in accordance with ASTM D3363:
The following devices are in accordance with ASTM D3450:
The following devices are in accordance with ASTM D4039:
The following devices are in accordance with ASTM D4138:
The following devices are in accordance with ASTM D4213:
The following devices are in accordance with ASTM D4400:
The following devices are in accordance with ASTM D4414:
The following devices are in accordance with ASTM D4828:
The following devices are in accordance with ASTM D5125:
The following devices are in accordance with ASTM D522:
The following devices are in accordance with ASTM D523:
The following devices are in accordance with ASTM D6279:
The following devices are in accordance with ASTM D6677:
The following devices are in accordance with ASTM D711:
The following devices are in accordance with ASTM D713:
The following devices are in accordance with ASTM D7539:
The following devices are in accordance with ASTM D823:
The following devices are in accordance with ASTM E1696:
The following devices are in accordance with ASTM E1709:
The following devices are in accordance with ASTM E1710:
The following devices are in accordance with ASTM E2176:
The following devices are in accordance with ASTM E2177:
The following devices are in accordance with ASTM E2302:
The following devices are in accordance with ASTM E2540:
The following devices are based on ASTM F1319:
24 - 26 February 2013
San Diego Convention Center, California, USA
Stand No. 906
Exhibitor:
Hofmann GmbH
23 - 25 February 2014
Henry B. Gonzalez Convention Center, San Antonio, Texas, USA
8 - 10 February 2015
Tampa Convention Center, Tampa, Florida, USA
31 January - 2 February 2016
Ernest N. Morial Convention Center, New Orleans, USA
10 - 14 February 2017
Phoenix Convention Center, Phoenix, USA
28 - 30 January 2018
San Antonio, Texas, USA
15 - 16 August 2012
Hunter Valley, NSW, Australia
10 - 11 October 2017
Bad Nauheim, Germany
Presentation:
DIN 55654: Scratch tests using a linear abrasion tester (crockmeter)
The following devices are in accordance with BMW (Bayerische Motoren Werke) standards:
The following devices can be used in accordance with the application standard BMW AA-0134:
The following devices are in accordance with BS standards:
The following devices are in accordance with BS 3900-A6:
The following devices are in accordance with BS 3900-D6:
The following devices are in accordance with BS 7976-3:
The following devices are in accordance with BS 812-114:
The following devices are in accordance with BS EN 12899 Annex A:
27 - 30 November 2017
Casablanca, Morocco
Stand No. d310
Exhibitor: CAPTOOLS Industries
4 - 6 May 2016
Hong Kong Convention & Exhibition Center
The adhesion of a coating on a substrate is crucial for the mechanical performance as well as for the corrosion protection.
Click here to see our products for adhesion.
Constant and defined film thicknesses are the precondition for testing and analysis of coating materials and coatings.
Click here to see our products for application.
The degree of chalking, a measure for the amount of particles exposed by chalking, is determined by the reduction in the intensity of light passing through the adhesive tape after having applied to the coating.
Click here to see our products for chalking.
Many standards describe corrosion tests where a coating has to be prepared with scratch marks that penetrate it completely down to the metal substrate.
Click here to see our products for corrosion.
The cross-cut test is a very rapid and simple method for the assessment of single and multi-coat systems.
Click here to see our cross-cut testers.
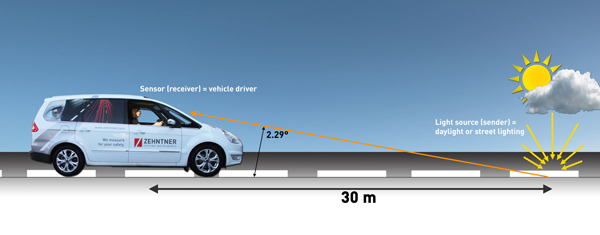
Measures the luminance coefficient under diffuse illumination (day visibility) of road markings.
Click here to see our products for day visibility Qd.
The density is an essential quality characteristic, for example it allows recognising errors regarding the composition and gives indications of the purity of a product.
Click here to see our products for density.
Drying properties, shrinking, mud-crack, cracking and porosity are important characteristics which should be tested during the manufacture of coating materials and fillers.
Click here to see our products for drying properties.
For cost and quality reasons the determination of both, the wet and dry thickness has become more important during the last years.
Click here to see our products for film thickness.
The fineness of grind is particularly important during the manufacture of pigmented products.
Click here to see our products for fineness.
Flexibility / elongation is the pliability or rigidity of a material. It expresses the extent to which it resists bending.
Click here to see our products for flexibility.
Gloss is an optical property of a surface, characterized by its ability to reflect light.
Click here to see our products for gloss.
Hardness testing is an easy and fast method to determine the force needed to scratch a surface.
Click here to see our products for hardness.
The nicht visibility measures the coefficient of retroreflected luminance (night visibility) of road markings.
Click here to see our products for night visibility RL.
The visibility is an important factor for many road signs, road markings, traffic signs, road studs as well as high-visibility material such as warning clothes and Heavy good vehicles (HGV's) contour safety marking.
Click here to see our products for retroreflection.
The visibility of road markings is a crucial factor in ensuring traffic safety. Hence it is inevitable that road markings are checked, maintained and if necessary replaced on a regular basis.
Click here to see our products for Road marking.
The roughness of a surface can be defined by it's macro texture.
Click here to see our products for roughness.
This test is valid for flat road markings and road markings with low degree of texture.
Click here to see our products for skid resistance.
Zehntner develops their own software for meeting and exceeding customer requirements.
Click here to see our software products.
An important property of liquids is their viscosity.
Click here to see our products for viscosity.
The degree of chalking, a measure for the amount of particles exposed by chalking, is determined by the reduction in the intensity of light passing through the adhesive tape after having applied to the coating.
Chalking is the appearance of a loosely adherent fine powder on the surface of a paint coating arising from the degradation of one or more of its constituents (EN DIN ISO 4628).
The chalking tester which measures the chalking resulting from natural or artificial weathering of coatings is based on the analytical principle of nephelometry and the adhesive tape method according to Helmen.
11 - 14 October 2013
Paiania, Athens, Greece
Mediterranean Exhibition Center
Stand No. B2
Exhibitor:
Chemical-Net
28 - 30 November 2012
Guangzhou Int'l Convention & Exhibition Center (Pazhou Complex), Guangzhou, China
The following devices are in accordance with the general basic principles of a CIE standard:
The following devices are in accordance with the general basic principles of CIE 54.2:
The term colour fastness refers to two resistance criteria of a colour of a test sample. The first criterion is the resistance of a material to change in any of its colour characteristics. The second criterion is the resistance of its colourant(s) to adjacent materials as a result of exposure of the material to any environment that might be encountered during the use of the material.
The first resistance criterion is checked by the “rubbing fastness” test. The term “rubbing fastness” is the term for the hue change of the test sample through rubbing. This test is evaluated visually with a comparative scale. Most common is the use of a “gray scale for staining”.
“Crocking” and “smudging” are both equivalent terms for the transfer of colorant(s) from the test surface to another surface or to an adjacent area by rubbing. Therefore, if the second resistance criteria is checked, you test the crock resistance (equally called smudge resistance).
Zehntner GmbH Testing InstrumentsGewerbestrasse 4
CH-4450 Sissach
Switzerland
Tel. +41 (0)61 953 05 50
Fax +41 (0)61 953 05 51
E-Mail:
This email address is being protected from spambots. You need JavaScript enabled to view it.Internet:
www.zehntner.com
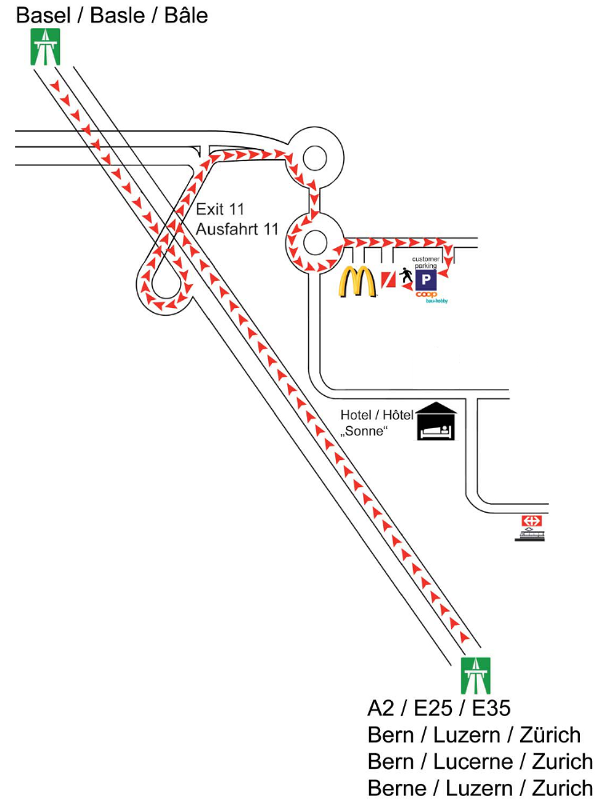
Travel information
By public transport
To reach our premises it will take about 45 minutes from the Euro-airport Basel and about one and a half hour from Zurich airport by public transport. Zehntner GmbH is within 15 minutes walking distance from Sissach railway station.
By motorway
From Basel: Get on A2, E35 motorway in the direction Lucerne, Berne, Zurich until you reach the junction Augst.
From Zurich: Get on A3 in the direction Berne, Basel.
At the junction Augst change to A2, E25, E35 in direction Gotthard, Lucerne, Berne, Arisdorf. Take the exit „11 Sissach“ and afterwards turn right. Leave the first roundabout at the first exit, at the second roundabout leave at the third exit and stay on Gewerbestrasse until you reach Zehntner GmbH.
9 - 12 May 2017
Stuttgart, Germany
Hall 7
Stand No. 7511
24 - 27 April 2018
Stuttgart, Germany
Hall 6
Stand No. 6105
14 - 16 February 2018
Tokyo Big Sight, Japan
Many standards describe corrosion tests where a coating has to be prepared with scratch marks that penetrate it completely down to the metal substrate. Possible instruments are scratching tools according to Sikkens or Clemen and Cross-cut testers.
The cross-cut test is a very rapid and simple method for the assessment of single and multi-coat systems. Here, cuts in a 30° angle (method A) or right-angle (method B) are executed so that you receive a lattice pattern or an X-shape. These test methods can be used as quick pass/fail tests. When applied to a multi-coat system, assessment of the adhesion of individual layers of the coating among each other may be carried out.
Choice of the appropriate cross-cut method
- Methode A (X-cut) for tests in accordance with ASTM D 3359 with thickness > 125 µm (4.92 mil)
- Methode B (lattice pattern) for tests in accordance with ISO 2409 with thickness 0 - 250 µm (0 - 2.36 mil) and ASTM D 3359 with thickness <125 µm (4.92 mil)
Choice of the appropriate spacing of cuts (method B) in accordance with ISO 2409:
| Film thickness | Substrate | Spacing of cuts |
|---|
| 0 to 60 µm (0 to 2.36 mil) |
hard |
1 mm (0.04“) |
| 0 to 60 µm (0 to 2.36 mil) |
soft |
2 mm (0.08“) |
| over 60 to 120 µm |
hard or soft |
2 mm (0.08“) |
| over 60 to 250 µm (2.36 to 4.72 mil) |
hard or soft |
3 mm (0.12“) |
Choice of the appropriate spacing of cuts (method B) in accordance with ASTM D 3359:
| Film thickness | Spacing of cuts |
|---|
| 0 to 50 µm (0 to 2.0 mil) |
1 mm (0.04“) |
| 50 to 125 µm (2.0 to 5 mil) |
2 mm (0.08“) |
The following devices are in accordance with CUAP standards:
The following devices are in accordance with CUAP (ETA Request No 01.06/04):
The day visibility is a method to assess road markings. It measures the luminance coefficient under diffuse illumination (day visibility) of road markings. The observation angle of 2,29° corresponds to the viewing distance of a vehicle driver of 30 m under normal conditions. The illumination must be diffused light.
The density is an essential quality characteristic, for example it allows recognising errors regarding the composition and gives indications of the purity of a product.
The test principle is based on the weighing of a given volume of the liquid under test, as it is defined by the pycnometer. From the difference of the masses of the filled and the empty pycnometer as well as the known filling volume the density is calculated. The density p in g/ml at the test temperature t can be calculated using the following equation:
p = (m2 - m1) / Vt
p = density in g/ml of the sample at the test temperature t
m1 = mass in g of empty pycnometer
m2 = mass in g of probe filled pycnometer at the test temperature t
Vt = volume of the pycnometer in ml at the test temperature t
The result is not corrected for air buoyancy because the uncorrected value is required by most filling-machine control procedures and the correction (0.0012 g/ml) is negligible in relation to the precision of the method.
8 - 9 March 2017
Stand No. B 06
Cologne, Germany
The following devices are in accordance with DIN standards:
The following devices are in accordance with DIN 50986:
The following devices are in accordance with DIN 53211:
The following devices are in accordance with DIN 54502:
The following devices are in accordance with DIN 55654:
The following devices are in accordance with DIN 55656:
The following devices are in accordance with DIN 55677:
")